

资料下载
- 2015-11-26 22:01:42
-
三相异步电动机基础
1.1 三相异步电动机的基本结构
三相异步电动机由定子和旋转的转子两个重要部分组成,定子和转子之间由气隙分开。图1-1为三相异步电动机结构示意图。
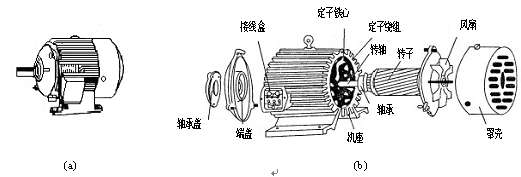
(a) 外形图;(b) 内部结构图
图1-1 三相异步电动机结构示意图
1.1.1 定子
定子主要由定子铁心、定子绕组、机座三部分组成。机座的主要作用是用来支撑电机各部件,因此应有足够的机械强度和刚度,通常用铸铁制成。为了减少涡流和磁滞损耗,定子铁心用0.5 mm厚涂有绝缘漆的硅钢片叠成,铁心内圆周上有许多均匀分布的槽,槽内嵌放定子绕组,如图1-2所示。
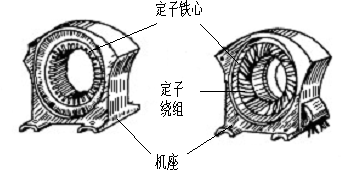
图1-2 三相异步电动机的定子
1.1.2 转子
转子由转子铁心、转子绕组、转轴和风扇等组成。转子铁心也用0.5 mm厚硅钢片冲成转子冲片叠成圆柱形,压装在转轴上。其外围表面冲有凹槽,用以安放转子绕组。按转子绕组形式不同,可分为绕线式和鼠笼式两种。
1.2 三相异步电动机的工作原理
图1-3为三相异步电动机工作原理示意图。图中用一对磁极来进行分析。当向三相定子绕组中通过入对称的三相交流电时,就产生了一个以同步转速n1沿定子和转子内圆空间作顺时针方向旋转的旋转磁场。由于旋转磁场以n1转速旋转,转子导体开始时是静止的,故转子导体将切割定子旋转磁场而产生感应电动势。由于转子导体两端被短路环短接,在感应电动势的作用下,转子导体中将产生与感应电动势方向基本一致的感生电流。转子的载流导体在定子磁场中受到电磁力的作用。电磁力对转子轴产生电磁转矩,驱动转子沿着旋转磁场方向旋转
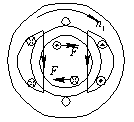
图1-3 三相异步电动机工作原理图
1.3 三相异步电动机的工作过程
1.3.1 三相异步电动机的起动
三相异步电动机接通电源,使电机的转子从静止状态到转子以一定速度稳定运行的过程称为电动机的起动过程。起动方法有直接起动和降压起动两种。
1.直接起动 直接起动又称为全压起动,起动时,将电机的额定电压通过刀开关或接触器直接接到电动机的定子绕组上进行起动。直接起动最简单,不需附加的起动设备,起动时间短。只要电网容量允许,应尽量采用直接起动。但这种起动方法起动电流大,一般只允许小功率的三相异步电动机进行直接起动;对大功率的三相异步电动机,应采取降压起动,以限制起动电流。
2.降压起动 通过起动设备将电机的额定电压降低后加到电动机的定子绕组上,以限制电机的起动电流,待电机的转速上升到稳定值时,再使定子绕组承受全压,从而使电机在额定电压下稳定运行,这种起动方法称为降压起动。
起动转矩与电源电压的平方成正比,所以当定子端电压下降时,起动转矩大大减小。这说明降压起动适用于起动转矩要求不高的场合,如果电机必须采用降压起动,则应轻载或空载起动。常用的降压起动方法有下面三种。
(1) Y-△降压起动 这种起动方法适用于电动机正常运行时接法为三角形的三相异步电动机。电机起动时,定子绕组接成星形,起动完毕后,电动机切换为三角形。
图1-4 Y-△降压起动控制线路
图1-4是一个Y-△降压起动控制线路,起动时,电源开关QS闭合,控制电路先使得KM2闭合,电机星形起动,定子绕组由于采用了星形结构,其每相绕阻上承受的电压比正常接法时下降了。当电机转速上升到稳定值时,控制电路再控制KM1闭合,于是定子绕组换成三角形接法,电机开始稳定运行。定子绕组每相阻抗为|Z|,电源电压为U1,则采用△连接直接起动时的线电流为
采用Y连接降压起动时, 每相绕组的线电流为
则
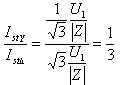 (1-5)
(1-5) 由式(1-5)可以看出,采用Y-△降压起动时,起动电流比直接起动时下降了1/3。电磁转矩与电源电压的平方成正比,由于电源电压下降了,所以起动转矩也减小了1/3。
以上分析表明,这种起动方法确实使电动机的起动电流减小了,但起动转矩也下降了,因此,这种起动方法是以牺牲起动转矩来减小起动电流的,只适用于允许轻载或空载起动的场合。
(2)自耦变压器降压起动 这种起动方法是指起动时,定子绕组接三相自耦变压器的低压输出端,起动完毕后,切掉自耦变压器并将定子绕组直接接上三相交流电源,使电动机在额定电压下稳定运行。
1.3.2 三相异步电动机的制动
三相异步电动机脱离电源之后,由于惯性,电动机要经过一定的时间后才会慢慢停下来, 但有些生产机械要求能迅速而准确地停车,那么就要求对电动机进行制动控制。电动机的制动方法可以分为两大类:机械制动和电气制动。机械制动一般利用电磁抱闸的方法来实现;电气制动一般有能耗制动、反接制动和回馈发电制动三种方法。
1.能耗制动 正常运行时,将QS闭合,电动机接三相交流电源起动运行。制动时,将QS断开,切断交流电源的连接,并将直流电源引入电机的V、W两相,在电机内部形成固定的磁场。电动机由于惯性仍然顺时针旋转,则转子绕阻作切割磁力线的运动,依据右手螺旋法则,转子绕组中将产生感应电流。又根据左手定则可以判断,电动机的转子将受到一个与其运动方向相反的电磁力的作用,由于该力矩与运动方向相反,称为制动力矩,该力矩使得电动机很快停转。制动过程中,电动机的动能全部转化成电能消耗在转子回路中,会引起电机发热,所以一般需要在制动回路串联一个大电阻,以减小制动电流。这种制动方法的特点是制动平稳,冲击小,耗能小,但需要直流电源,且制动时间较长,一般多用于起重提升设备及机床等生产机械中。
2.反接制动 反接制动是指制动时,改变定子绕组任意两相的相序,使得电动机的旋转磁场换向,反向磁场与原来惯性旋转的转子之间相互作用,产生一个与转子转向相反的电磁转矩,迫使电动机的转速迅速下降,当转速接近零时,切断电机的电源,如图1-6所示。显然反接制动比能耗制动所用的时间要短。
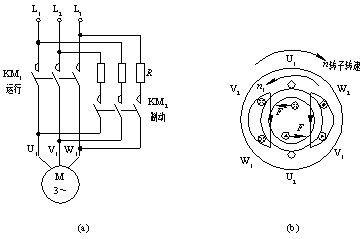
(a) 接线图;(b) 原理图
图1-6反接制动示意图
正常运行时,接通KM1,电动机加顺序电源U—V—W起动运行。需要制动时,接通KM2, 从图可以看出,电动机的定子绕组接逆序电源V—U—W,该电源产生一个反向的旋转磁场,由于惯性,电动机仍然顺时针旋转,这时转子感应电流的方向按右手螺旋法则可以判断,再根据左手定则判断转子的受力F。显然,转子会受到一个与其运动方向相反,而与新旋转磁场方向相同的制动力矩,使得电机的转速迅速降低。当转速接近零时,应切断反接电源,否则,电动机会反方向起动。反接制动的优点是制动时间短,操作简单,但反接制动时,由于形成了反向磁场,所以使得转子的相对转速远大于同步转速,转差率大大增大,转子绕组中的感应电流很大,能耗也较大。为限制电流,一般在制动回路中串入大电阻。另外,反接制动时,制动转矩较大,会对生产机械造成一定的机械冲击,影响加工精度,通常用于一些频繁正反转且功率小于10 kW的小型生产机械中。
3.回馈发电制动 回馈发电制动是指电动机转向不变的情况下,由于某种原因,使得电动机的转速大于同步转速,比如在起重机械下放重物、电动机车下坡时,都会出现这种情况,这时重物拖动转子,转速大于同步转速,转子相对于旋转磁场改变运动方向,转子感应电动势及转子电流也反向,
于是转子受到制动力矩,使得重物匀速下降。此过程中电动机将势能转换为电能回馈给电网,所以称为回馈发电制动。
2 PLC基础
2.1 PLC的定义
可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
2.2 PLC与继电器控制的区别
1.控制方式 继电器的控制是采用硬件接线实现的,是利用继电器机械触点的串联或并联极延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制。PLC采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制逻辑,只需改变程序即可,称软接线。
2.控制速度 继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
3.延时控制 继电器控制系统是靠时间继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大,调整时间困难。PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,调整时间方便,不受环境影响。
2.3 PLC的工作原理
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
(一) 输入采样阶段 在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(二) 用户程序执行阶段 在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。 即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。在程序执行的过程中如果使用立即I/O
于是转子受到制动力矩,使得重物匀速下降。此过程中电动机将势能转换为电能回馈给电网,所以称为回馈发电制动。
2 PLC基础
2.1 PLC的定义
可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
2.2 PLC与继电器控制的区别
1.控制方式 继电器的控制是采用硬件接线实现的,是利用继电器机械触点的串联或并联极延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制。PLC采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制逻辑,只需改变程序即可,称软接线。
2.控制速度 继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
3.延时控制 继电器控制系统是靠时间继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大,调整时间困难。PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,调整时间方便,不受环境影响。
2.3 PLC的工作原理
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
(一) 输入采样阶段 在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(二) 用户程序执行阶段 在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。 即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。在程序执行的过程中如果使用立即I/O
指令则可以直接存取I/O点。即使用I/O指令的话,输入过程影像寄存器的值不会被更新,程序直接从I/O模块取值,输出过程影像寄存器会被立即更新,这跟立即输入有些区别。
(三) 输出刷新阶段 当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
2.4 PLC的应用
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,使用情况大致可归纳为如下几类。
1.开关量的逻辑控制 这是PLC最基本、最广泛的应用领域,它取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
2.模拟量控制 在工业生产过程当中,有许多连续变化的量,如温度、压力、流量、液位和速度等都是模拟量。为了使可编程控制器处理模拟量,必须实现模拟量(Analog)和数字量(Digital)之间的A/D转换及D/A转换。PLC厂家都生产配套的A/D和D/A转换模块,使可编程控制器用于模拟量控制。
3.运动控制 PLC可以用于圆周运动或直线运动的控制。从控制机构配置来说,早期直接用于开关量I/O模块连接位置传感器和执行机构,现在一般使用专用的运动控制模块。如可驱动步进电机或伺服电机的单轴或多轴位置控制模块。世界上各主要PLC厂家的产品几乎都有运动控制功能,广泛用于各种机械、机床、机器人、电梯等场合。
4.过程控制 过程控制是指对温度、压力、流量等模拟量的闭环控制。作为工业控制计算机,PLC能编制各种各样的控制算法程序,完成闭环控制。PID调节是一般闭环控制系统中用得较多的调节方法。大中型PLC都有PID模块,目前许多小型PLC也具有此功能模块。PID处理一般是运行专用的PID子程序。过程控制在冶金、化工、热处理、锅炉控制等场合有非常广泛的应用。
5.数据处理 现代PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位操作等功能,可以完成数据的采集、分析及处理。这些数据可以与存储在存储器中的参考值比较,完成一定的控制操作,也可以利用通信功能传送到别的智能装置,或将它们打印制表。数据处理一般用于大型控制系统,如无人控制的柔性制造系统;也可用于过程控制系统,如造纸、冶金、食品工业中的一些大型控制系统。
6.通信及联网 PLC通信含PLC间的通信及PLC与其它智能设备间的通信。随着计算机控制的发展,工厂自动化网络发展得很快,各PLC厂商都十分重视PLC的通信功能,纷纷推出各自的网络系统。新近生产的PLC都具有通信接口,通信非常方便。
3 三相异步电动机的PLC控制
3.1 三相异步电机的正反转控制
在生产过程中,往往要求电动机能够实现正反两个方向的转动,如起重机吊钩的上升与下降,机床工作台的前进与后退等等。由电动机原理可知,只要把电动机的三相电源进线中的任意两相对调,
就可改变电动机的转向。因此正反转控制电路实质上是两个方向相反的单相运行电路,为了避免误动作引起电源相间短路,必须在这两个相反方向的单向运行电路中加设必要的互锁。按照电动机可逆运行操作顺序的不同,就有了“正-停-反”和“正-反-停”两种控制电路
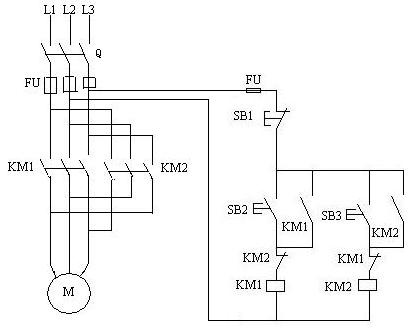
图3-1正反转继电器控制图
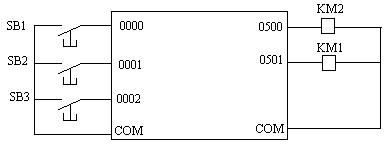
图3-2 I/O接线图
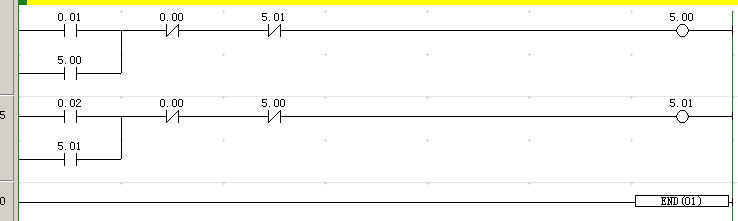
图3-3 梯形图
指令程序
地址 指令 数据
0000 LD 0001
0001 OR 0500
0002 AND-NOT 0000
0003 AND-NOT 0501
0004 OUT 0500
0005 LD 0002
0006 OR 0501
0007 AND-NOT 0000
0008 AND-NOT 0500
0009 OUT 0501
0010 END(01)
PLC控制的工作过程的分析:
按下SB2,输入继电器0001动合触点闭合,输出继电器0500线圈接通并自锁,接触器KM1主触点,动合辅助触点闭合,电动机M通电正转。
按下SB1,输入继电器0000动断触点断开,输出继电器0500线圈失电,KM1主触点,动合辅助触点断开,电动机M断电停止正转
按下SB3,0002动合触点闭合,0501线圈接通并自锁,KM2主触点,动合辅助触点闭合,电动机M通电反转
3.2 两台电动机顺序起动联锁控制
在装有多台电动机的生产机械上,有时必须按一定的顺序起动电动机,才能满足工作的需要。例如某个设备要求:“必需首先起动甲电动机,然后才能起动乙电动机,当甲电动机停止后,乙电动机自动停止”。这种要求可采用下面的控制线路来实现。
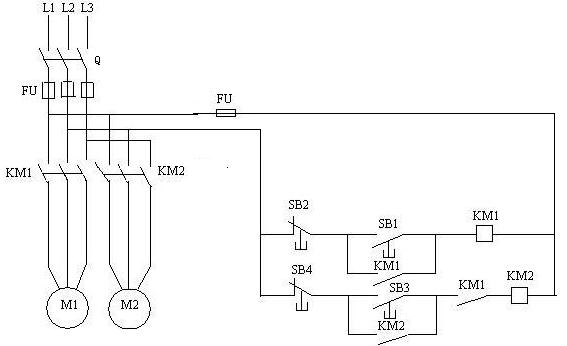
图3-4 顺序启动继电器控制图
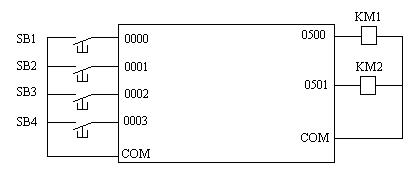
图3-5 I/O接线图
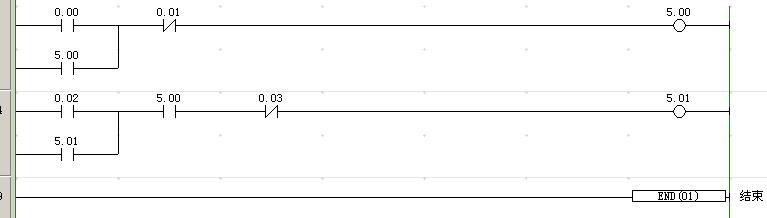
图3-6 梯形图
指令程序
地址 指令 数据
0000 LD 0000
0001 OR 0500
0002 AND-NOT 0001
0003 OUT 0500
0004 LD 0002
0005 OR 0501
0006 AND 0500
0007 AND-NOT 0003
0008 OUT 0501
0009 END(01)
PLC控制的工作过程的分析:
按下M1的起动按钮SB1,输入继电器0000动合触点闭合,输出继电器0500线圈接通并自锁,接触器KM1得电吸合,电动机M1起动运转;同时连接在0501线圈驱动电路的0500动合触点闭合,为起动电动机M2作准备。可见,只有电动机M1先起动,电动机M2才能起动。这时如果按下M2的起动按钮SB3,0002动合触点闭合,0501线圈接通并自锁,接触器KM2得电吸合,电动机M2起动运转。按下M1的停止按钮SB2,0001动断触点断开,使0500线圈失电,并且由于连接在0501线圈驱动电路的0500动合触点的断开,使得0501线圈同时失电,两台电动机都停止运行。若只按下M2停止,按钮SB4时,0003动断触点断开;使得0501线圈失电,M2停止运行,而M1仍运行。
3.3 三相异步电动机使用PLC控制优点
本文设计就对三相异步电动机的正反转控制,顺序起动等系统进行了设计,还有其它的像制动和调速控制在这里我就没有设计,其实主电路都是一样的,就控制电路有一点小差异,使用PLC控制三相异步电动机有很多好处的:不易老化,设备简单,结构合理,便于控制价格便宜等。
plc的通用性 可靠性 检修快速性 安全性是非常强大的,所以用其控制是非常方便的。
- 上一篇 [返回首页] [打印] [返回上页] 下一篇
产品搜索
品牌专区




联系我们
联系人:
曾先生电话:
13829201077- (86) 769-8611-1234
传真:
(86) 769-8611-4531邮箱:
nidec-sankyo@foxmail.com-
